

1. വ്യാപ്തി
സ്പെസിഫിക്കേഷനിൽ സാധാരണ വ്യാസമുള്ള NPS 10~NPS48, നോർമൽ പ്രഷർ ക്ലാസ് (150LB~300LB) ഫ്ലേഞ്ച്ഡ് ട്രിപ്പിൾ എക്സെൻട്രിക് മെറ്റൽ സീൽ ബട്ടർഫ്ലൈ വാൽവുകൾ ഉൾപ്പെടുന്നു.
2. ഉൽപ്പന്ന വിവരണം
2.1 സാങ്കേതിക ആവശ്യകതകൾ
2.1.1 ഡിസൈൻ ആൻഡ് മാനുഫാക്ചർ സ്റ്റാൻഡേർഡ്: API 609
2.1.2 എൻഡ് ടു എൻഡ് കണക്ഷൻ സ്റ്റാൻഡേർഡ്: ASME B16.5
2.1.3 മുഖാമുഖ മാനം നിലവാരം:API609
2.1.4 മർദ്ദം-താപനില ഗ്രേഡ് സ്റ്റാൻഡേർഡ്: ASME B16.34
2.1.5 പരിശോധനയും പരിശോധനയും (ഹൈഡ്രോളിക് ടെസ്റ്റ് ഉൾപ്പെടെ): API 598
2.2 ഉൽപ്പന്ന ജനറൽ
ഇരട്ട മെറ്റൽ സീലിംഗ് ഉള്ള ട്രിപ്പിൾ എക്സെൻട്രിക് ബട്ടർഫ്ലൈ വാൽവ് ബിവിഎംസിയുടെ പ്രധാന ഉൽപ്പന്നങ്ങളിലൊന്നാണ്, കൂടാതെ മെറ്റലർജി, ലൈറ്റ് ഇൻഡസ്ട്രി, ഇലക്ട്രിക് പവർ, പെട്രോകെമിക്കൽ, ഗ്യാസ് ചാനൽ, മറ്റ് മേഖലകൾ എന്നിവയിൽ വ്യാപകമായി ഉപയോഗിക്കുന്നു.
3. സ്വഭാവ സവിശേഷതകളും പ്രയോഗവും
ട്രിപ്പിൾ എക്സെൻട്രിക്, മെറ്റൽ സീറ്റഡ് ആണ് ഘടന.മുറിയിലെ താപനില കൂടാതെ/അല്ലെങ്കിൽ ഉയർന്ന താപനിലയുടെ അവസ്ഥയിൽ ഇതിന് നല്ല സീലിംഗ് പ്രകടനമുണ്ട്.ഗേറ്റ് വാൽവുകളുമായോ ഗ്ലോബ് വാൽവുകളുമായോ താരതമ്യപ്പെടുത്തുമ്പോൾ ചെറിയ വോളിയം, ഭാരം കുറഞ്ഞതും, തുറക്കുന്നതും അടയ്ക്കുന്നതും അയവുള്ളതും ദൈർഘ്യമേറിയതുമായ പ്രവർത്തന ജീവിതമാണ്.മെറ്റലർജി, ലൈറ്റ് ഇൻഡസ്ട്രി, ഇലക്ട്രിക് പവർ, പെട്രോകെമിക്കൽ, കൽക്കരി വാതക ചാനൽ, മറ്റ് മേഖലകൾ എന്നിവയിൽ ഇത് വ്യാപകമായി ഉപയോഗിക്കുന്നു, സുരക്ഷിതത്വത്തിന്റെ ഉപയോഗം വിശ്വസനീയമാണ്, ആധുനിക സംരംഭങ്ങളുടെ ഏറ്റവും മികച്ച തിരഞ്ഞെടുപ്പാണ് വാൽവ്.
4. ഘടന
4.1 സ്കെച്ച് 1 ൽ കാണിച്ചിരിക്കുന്നതുപോലെ ട്രിപ്പിൾ എക്സെൻട്രിക് മെറ്റൽ സീലിംഗ് ബട്ടർഫ്ലൈ വാൽവ്
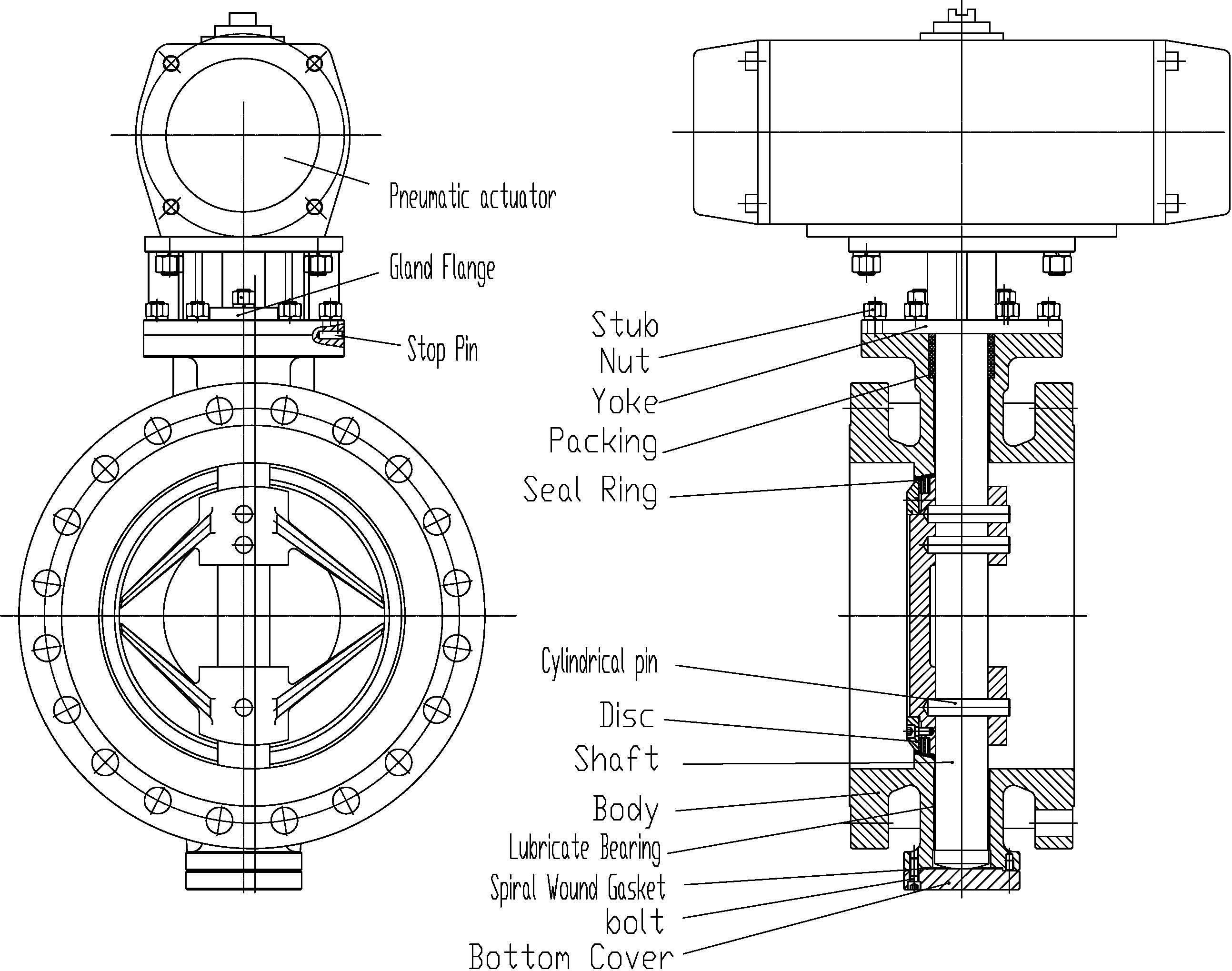
ചിത്രം 1 ട്രിപ്പിൾ എക്സെൻട്രിക് മെറ്റൽ സീലിംഗ് ബട്ടർഫ്ലൈ വാൽവ്
5. സീലിംഗ് തത്വം:
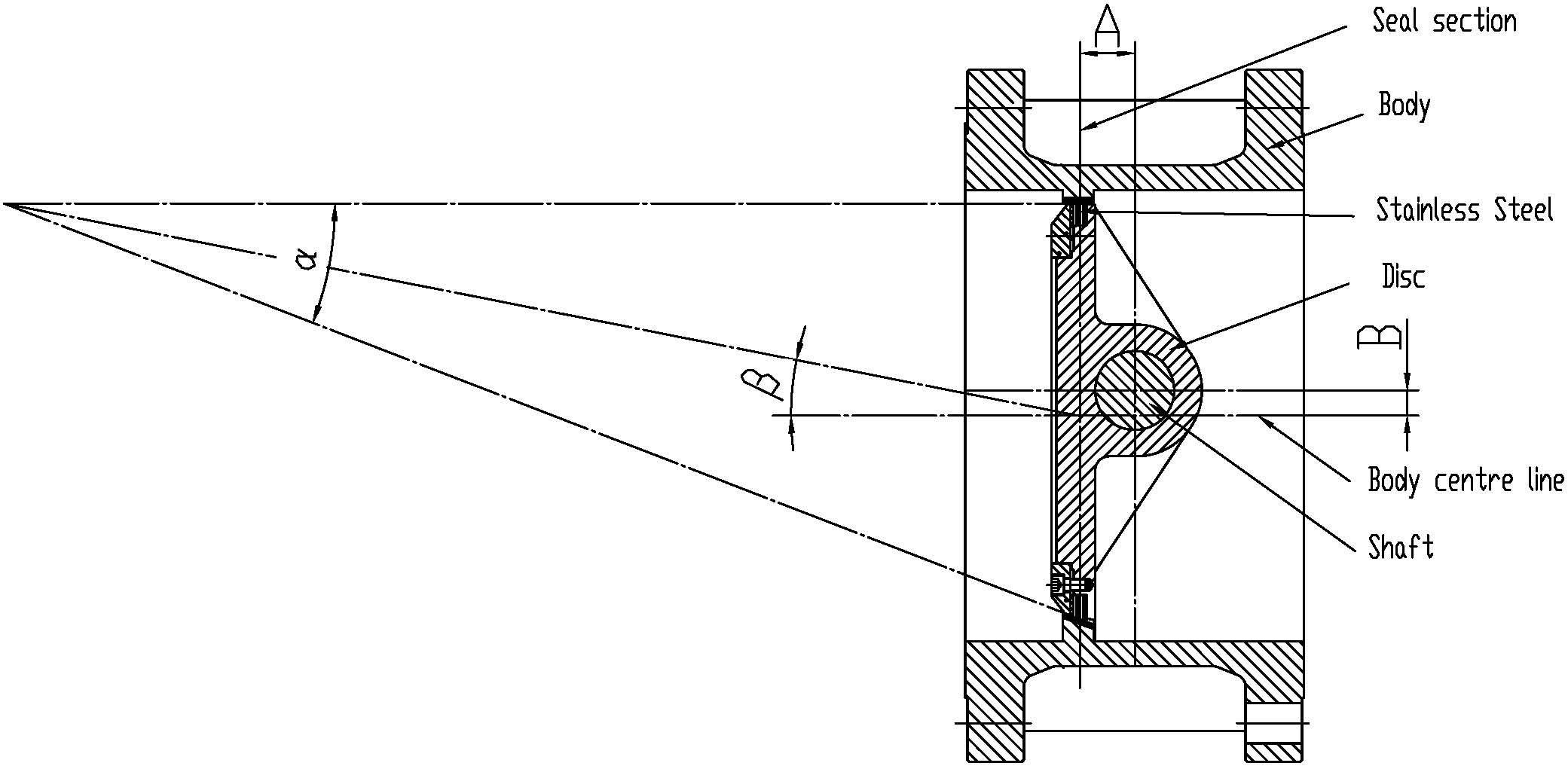
ചിത്രം 2 സ്കെച്ച് 2 ൽ കാണിച്ചിരിക്കുന്നതുപോലെ ഒരു സാധാരണ ട്രിപ്പിൾ എക്സെൻട്രിക് മെറ്റൽ സീലിംഗ് ബട്ടർഫ്ലൈ വാൽവ് ഒരു സാധാരണ BVMC ഉൽപ്പന്നമാണ്.
(എ) ഘടനാപരമായ സവിശേഷതകൾ: ബട്ടർഫ്ലൈ പ്ലേറ്റിന്റെ ഭ്രമണ കേന്ദ്രം (അതായത് വാൽവ് സെന്റർ) ബട്ടർഫ്ലൈ പ്ലേറ്റ് സീലിംഗ് പ്രതലത്തിൽ ഒരു ബയസ് എയും വാൽവ് ബോഡിയുടെ മധ്യരേഖയുമായി ഒരു ബയസ് ബിയും രൂപപ്പെടുത്തുന്നതാണ്.സീൽ മുഖത്തിന്റെയും സീറ്റ് ബോഡിയുടെയും മധ്യരേഖയ്ക്കിടയിൽ (അതായത്, ശരീരത്തിന്റെ അക്ഷീയ രേഖ) ഒരു ആംഗിൾ സൃഷ്ടിക്കുന്നു.
(ബി) സീൽ ചെയ്യുന്നതിനുള്ള തത്വം: ഇരട്ട എക്സെൻട്രിക് ബട്ടർഫ്ലൈ വാൽവ് അടിസ്ഥാനമാക്കി, ട്രിപ്പിൾ എക്സെൻട്രിക് ബട്ടർഫ്ലൈ വാൽവ് സീറ്റിന്റെയും ശരീരത്തിന്റെയും മധ്യരേഖകൾക്കിടയിൽ ഒരു ആംഗിൾβ വികസിപ്പിച്ചെടുത്തു.ചിത്രം 3 ക്രോസ്-സെക്ഷനിൽ കാണിച്ചിരിക്കുന്നത് പോലെയാണ് ബയസ് ഇഫക്റ്റ്.ട്രിപ്പിൾ എക്സെൻട്രിക് സീലിംഗ് ബട്ടർഫ്ലൈ വാൽവ് പൂർണ്ണമായും തുറന്ന നിലയിലായിരിക്കുമ്പോൾ, ബട്ടർഫ്ലൈ പ്ലേറ്റ് സീലിംഗ് ഉപരിതലം വാൽവ് സീറ്റ് സീലിംഗ് പ്രതലത്തിൽ നിന്ന് പൂർണ്ണമായും വേർതിരിക്കും.ബട്ടർഫ്ലൈ പ്ലേറ്റ് സീൽ ചെയ്യുന്ന മുഖത്തിനും ബോഡി സീലിംഗ് പ്രതലത്തിനും ഇടയിൽ ഇരട്ട എക്സെൻട്രിക് ബട്ടർഫ്ലൈ വാൽവിന് സമാനമായ ക്ലിയറൻസ് ഉണ്ടാകും.ചിത്രം 4-ൽ കാണിച്ചിരിക്കുന്നതുപോലെ, β കോണിന്റെ രൂപീകരണം കാരണം, ഡിസ്ക് റൊട്ടേഷൻ ട്രാക്കിന്റെ ടാൻജെന്റ് ലൈനിനും വാൽവ് സീറ്റ് സീലിംഗ് പ്രതലത്തിനും ഇടയിൽ കോണുകൾβ1 ഉം β2 ഉം രൂപം കൊള്ളും.ഡിസ്ക് തുറക്കുകയും അടയ്ക്കുകയും ചെയ്യുമ്പോൾ, ബട്ടർഫ്ലൈ പ്ലേറ്റ് സീലിംഗ് ഉപരിതലം ക്രമേണ വേർപെടുത്തുകയും ഒതുക്കുകയും ചെയ്യും, തുടർന്ന് മെക്കാനിക്കൽ വസ്ത്രങ്ങളും ഉരച്ചിലുകളും പൂർണ്ണമായും ഒഴിവാക്കും.വാൽവ് തകർക്കുമ്പോൾ, ഡിസ്ക് സീലിംഗ് ഉപരിതലം വാൽവ് സീറ്റിൽ നിന്ന് തൽക്ഷണം വേർപെടുത്തും.പൂർണ്ണമായും അടച്ച നിമിഷത്തിൽ മാത്രം, ഡിസ്ക് സീറ്റിലേക്ക് ഒതുങ്ങും.ചിത്രം 4-ൽ കാണിച്ചിരിക്കുന്നതുപോലെ, ബട്ടർഫ്ലൈ വാൽവ് അടഞ്ഞിരിക്കുമ്പോൾ, ആംഗിൾ β1 ഉം β2 ഉം രൂപപ്പെടുന്നതിനാൽ, ബട്ടർഫ്ലൈ വാൽവ് സീറ്റിന്റെ വഴക്കമില്ലാത്ത വാൽവ് ഷാഫ്റ്റ് ഡ്രൈവ് ടോർക്ക് ജനറേഷൻ വഴിയാണ് സീൽ മർദ്ദം ഉണ്ടാകുന്നത്.സീറ്റ് മെറ്റീരിയൽ ഏജിംഗ്, കോൾഡ് ഫ്ലോ, ഇലാസ്റ്റിക് അസാധുവാക്കൽ ഘടകങ്ങൾ എന്നിവ മൂലമുണ്ടാകുന്ന സീൽ ഇഫക്റ്റ് കുറയ്ക്കുന്നതിനും പരാജയപ്പെടുന്നതിനുമുള്ള സാധ്യത ഇല്ലാതാക്കാൻ മാത്രമല്ല, ഡ്രൈവ് ടോർക്കിലൂടെ സ്വതന്ത്രമായി ക്രമീകരിക്കാനും കഴിയും, അങ്ങനെ ട്രിപ്പിൾ എക്സെൻട്രിക് ബട്ടർഫ്ലൈ വാൽവ് സീലിംഗ് പ്രകടനവും പ്രവർത്തന ജീവിതവും വളരെ വലുതായിരിക്കും. മെച്ചപ്പെട്ടു.
ചിത്രം 2 ട്രിപ്പിൾ എക്സെൻട്രിക് ഡബിൾ-വേ മെറ്റൽ സീൽ ചെയ്ത ബട്ടർഫ്ലൈ വാൽവ്
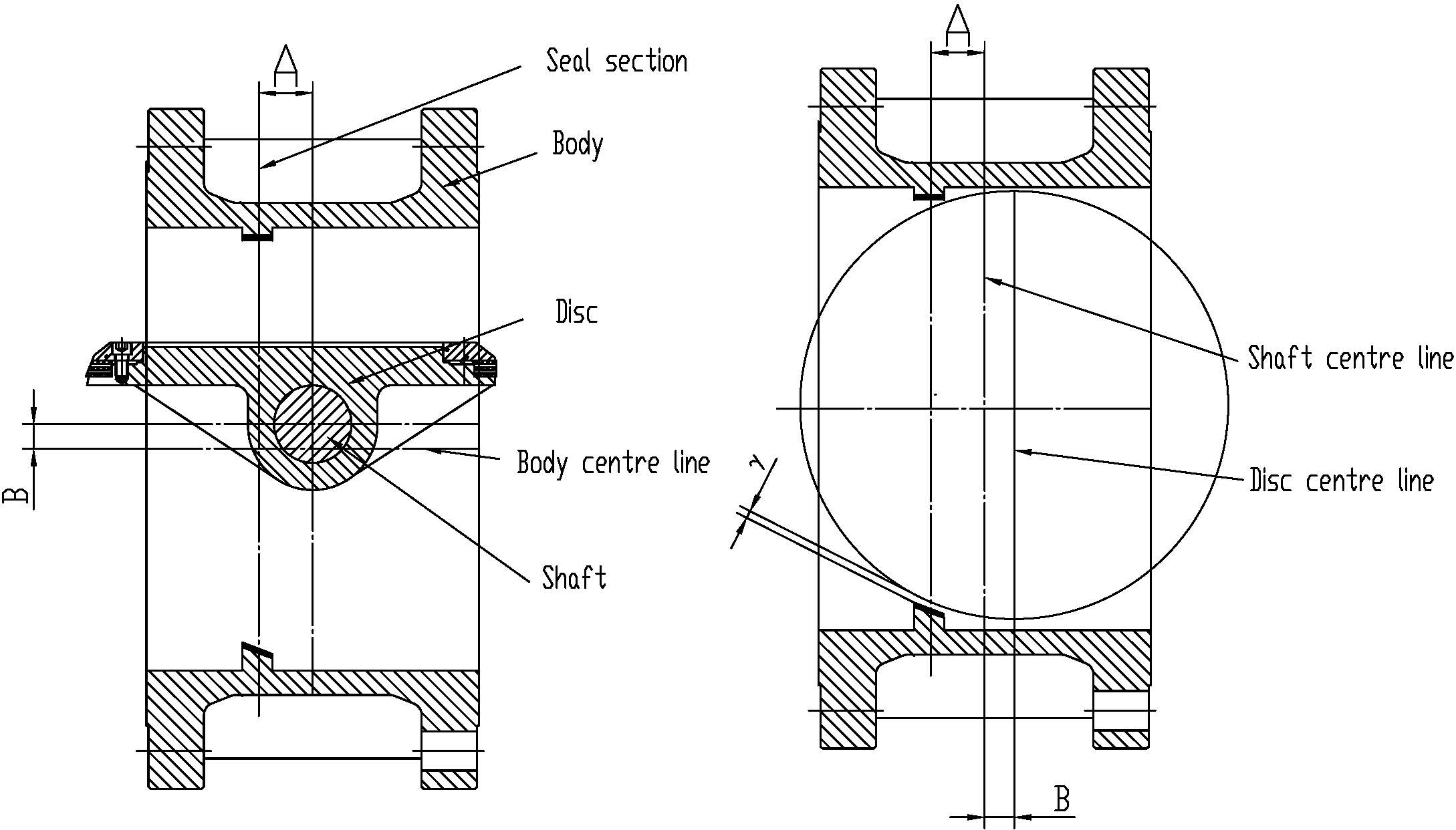
ഓപ്പൺ സ്റ്റേറ്റിൽ ട്രിപ്പിൾ എക്സെൻട്രിക് ഡബിൾ മെറ്റൽ സീലിംഗ് ബട്ടർഫ്ലൈ വാൽവിനുള്ള ചിത്രം 3 ഡയഗ്രം
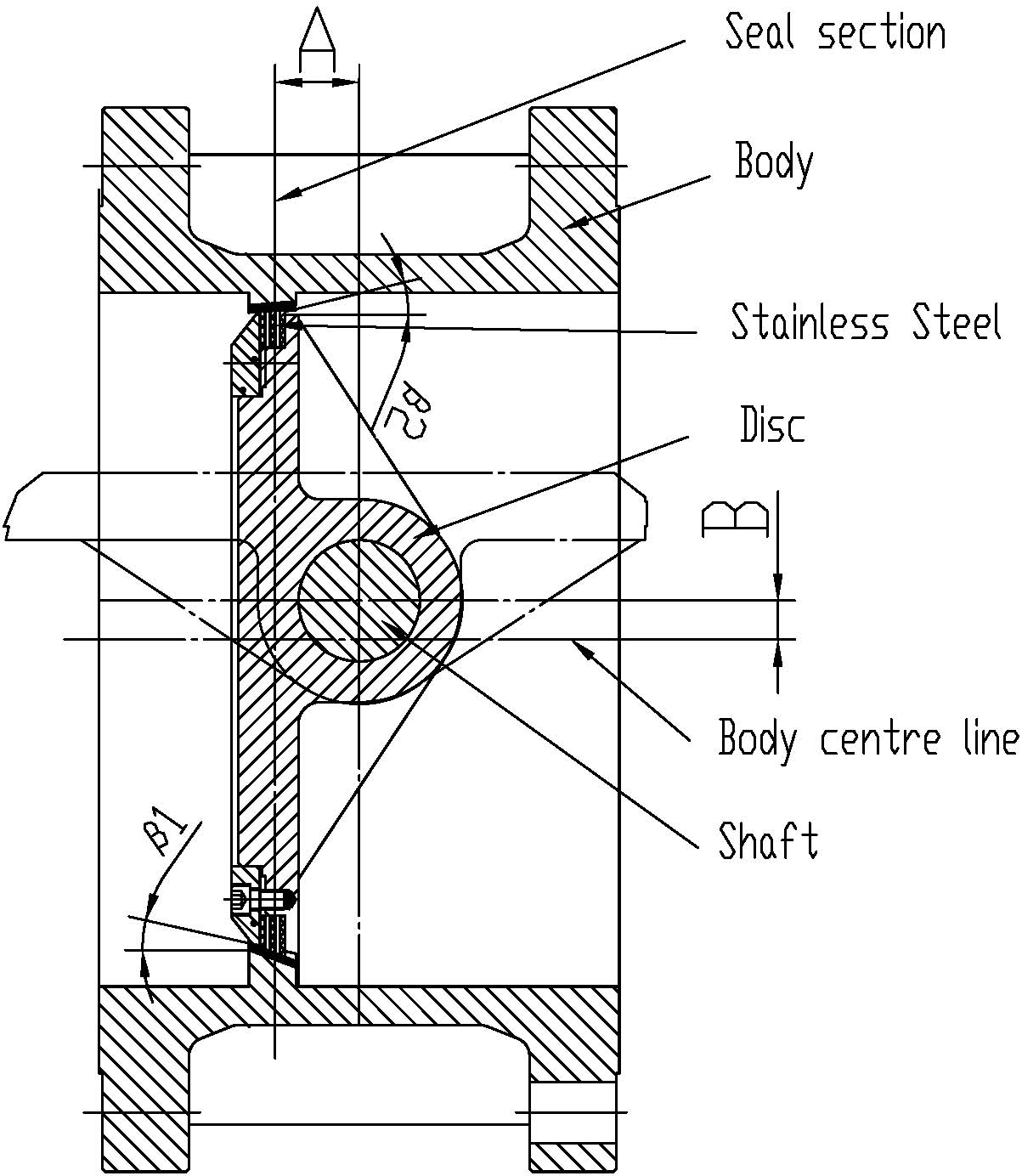
ട്രിപ്പിൾ എക്സെൻട്രിക് ഡബിൾ മെറ്റൽ സീലിംഗ് ബട്ടർഫ്ലൈ വാൽവിനുള്ള ചിത്രം 4 ഡയഗ്രം
6.1 ഇൻസ്റ്റലേഷൻ
6.1.1 ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുമുമ്പ് വാൽവ് നെയിംപ്ലേറ്റിലെ ഉള്ളടക്കങ്ങൾ ശ്രദ്ധാപൂർവ്വം പരിശോധിക്കുക, പൈപ്പ്ലൈനിന്റെ സേവനത്തിന് അനുസൃതമായി വാൽവിന്റെ തരം, വലിപ്പം, സീറ്റ് മെറ്റീരിയൽ, താപനില എന്നിവ ഉറപ്പാക്കുക.
6.1.2 ഇൻസ്റ്റാളുചെയ്യുന്നതിന് മുമ്പ് കണക്ഷനുകളിലെ എല്ലാ ബോൾട്ടുകളും പരിശോധിക്കുന്നത് നല്ലതാണ്, അത് തുല്യമായി മുറുകുന്നുവെന്ന് ഉറപ്പാക്കുക.ഒപ്പം പാക്കിംഗിന്റെ കംപ്രഷനും സീലിംഗും ഉണ്ടോ എന്ന് പരിശോധിക്കുന്നു.
6.1.3 ഒഴുക്കിന്റെ ദിശ സൂചിപ്പിക്കുന്നത് പോലെയുള്ള ഫ്ലോ മാർക്കുകളുള്ള വാൽവ് പരിശോധിക്കുന്നു,
കൂടാതെ വാൽവ് ഇൻസ്റ്റാൾ ചെയ്യുന്നത് ഫ്ലോയുടെ വ്യവസ്ഥകൾക്കനുസൃതമായിരിക്കണം.
6.1.4 ഇൻസ്റ്റാളേഷന് മുമ്പ് പൈപ്പ്ലൈൻ വൃത്തിയാക്കി അതിന്റെ എണ്ണകൾ, വെൽഡിംഗ് സ്ലാഗ്, മറ്റ് മാലിന്യങ്ങൾ എന്നിവ നീക്കം ചെയ്യണം.
6.1.5 വാൽവ് സൌമ്യമായി പുറത്തെടുക്കണം, അത് എറിയുന്നതും വീഴുന്നതും നിരോധിച്ചിരിക്കുന്നു.
6.1.6 വാൽവ് ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ വാൽവിന്റെ അറ്റത്തുള്ള പൊടി കവർ ഞങ്ങൾ നീക്കം ചെയ്യണം.
6.1.7 വാൽവ് ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, ഫ്ലേഞ്ച് ഗാസ്കറ്റിന്റെ കനം 2 മില്ലീമീറ്ററിൽ കൂടുതലാണ്, തീരത്തിന്റെ കാഠിന്യം 70 PTFE അല്ലെങ്കിൽ വിൻഡിംഗ് ഗാസ്കറ്റിൽ കൂടുതലാണ്, ബന്ധിപ്പിക്കുന്ന ബോൾട്ടുകളുടെ ഫ്ലേഞ്ച് ഡയഗണലായി ശക്തമാക്കണം.
6.1.8 ഗതാഗതത്തിലെ വൈബ്രേഷനും താപനിലയും മാറുന്നതും, ഇൻസ്റ്റാളേഷന് ശേഷം സ്റ്റെം സീലിംഗിൽ ചോർച്ചയുണ്ടെങ്കിൽ പാക്കിംഗ് ഗ്രന്ഥിയുടെ അണ്ടിപ്പരിപ്പ് മുറുക്കുന്നതും പാക്കിംഗിന്റെ അയവുണ്ടാക്കാം.
6.1.9 വാൽവ് ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുമുമ്പ്, കൃത്രിമ പ്രവർത്തനത്തിനും അറ്റകുറ്റപ്പണികൾക്കും വേണ്ടി, ന്യൂമാറ്റിക് ആക്യുവേറ്ററിന്റെ സ്ഥാനം സജ്ജീകരിക്കേണ്ടതുണ്ട്.ഉൽപ്പാദനത്തിൽ ഉൾപ്പെടുത്തുന്നതിന് മുമ്പ് ആക്യുവേറ്റർ പരിശോധിക്കുകയും പരിശോധിക്കുകയും വേണം.
6.1.10 ഇൻകമിംഗ് പരിശോധന പ്രസക്തമായ മാനദണ്ഡങ്ങൾക്കനുസൃതമായിരിക്കണം.രീതി ശരിയല്ലെങ്കിലോ മനുഷ്യനിർമ്മിതമോ ആണെങ്കിൽ, ബിവിഎംസി കമ്പനി ഒരു ഉത്തരവാദിത്തവും ഏറ്റെടുക്കില്ല.
6.2 സംഭരണവും പരിപാലനവും
6.2.1 വാൽവ് അറയുടെ പരിശുദ്ധി ഉറപ്പാക്കാൻ, വരണ്ടതും വായുസഞ്ചാരമുള്ളതുമായ മുറിയിൽ പൊടി മൂടിയിരിക്കണം.
6.2.2 ദീർഘകാല സംഭരണത്തിനുള്ള വാൽവ് വീണ്ടും ഉപയോഗിക്കുമ്പോൾ, പാക്കിംഗ് അസാധുവാണോ എന്ന് പരിശോധിക്കുകയും കറങ്ങുന്ന ഭാഗങ്ങളിൽ ലൂബ്രിക്കന്റ് ഓയിൽ നിറയ്ക്കുകയും വേണം.
6.2.3 വാൽവുകൾ വാറന്റി കാലയളവിൽ ഉപയോഗിക്കുകയും പരിപാലിക്കുകയും വേണം (കരാർ അനുസരിച്ച്), ഗാസ്കറ്റ് മാറ്റിസ്ഥാപിക്കൽ, പാക്കിംഗ് മുതലായവ ഉൾപ്പെടെ.
6.2.4 വാൽവിന്റെ പ്രവർത്തന സാഹചര്യങ്ങൾ വൃത്തിയായി സൂക്ഷിക്കണം, കാരണം അതിന്റെ സേവനജീവിതം വർദ്ധിപ്പിക്കാൻ കഴിയും.
6.2.5 നാശന പ്രതിരോധത്തിൽ നിന്ന് സംരക്ഷിക്കുന്നതിനും ഉപകരണങ്ങൾ ശരിയായ അവസ്ഥയിലാണെന്ന് ഉറപ്പാക്കുന്നതിനും വാൽവുകൾ പതിവായി പ്രവർത്തിക്കുകയും പരിപാലിക്കുകയും ചെയ്യേണ്ടതുണ്ട്.
മാധ്യമം വെള്ളമോ എണ്ണയോ ആണെങ്കിൽ, ഓരോ മൂന്ന് മാസത്തിലും വാൽവുകൾ പരിശോധിച്ച് പരിപാലിക്കണമെന്ന് നിർദ്ദേശിക്കുന്നു.മാധ്യമം ദ്രവിക്കുന്നതാണെങ്കിൽ, എല്ലാ വാൽവുകളും അല്ലെങ്കിൽ വാൽവുകളുടെ ഭാഗവും എല്ലാ മാസവും പരിശോധിച്ച് പരിപാലിക്കണമെന്ന് നിർദ്ദേശിക്കുന്നു.
6.2.6 എയർ ഫിൽട്ടർ റിലീഫ്-പ്രഷർ വാൽവ് പതിവായി ഒഴുകണം, മലിനീകരണ ഡിസ്ചാർജ്, ഫിൽട്ടർ ഘടകം മാറ്റിസ്ഥാപിക്കുക.മലിനീകരണത്തിന്റെ ന്യൂമാറ്റിക് ഘടകങ്ങൾ ഒഴിവാക്കാൻ വായു ശുദ്ധവും വരണ്ടതുമായി സൂക്ഷിക്കുന്നത് പരാജയത്തിന് കാരണമാകുന്നു.("ന്യൂമാറ്റിക് ആക്യുവേറ്റർ പ്രവർത്തന നിർദ്ദേശം" കാണുന്നത്)
6.2.7 ഗ്യാസ് ചോർച്ച തടയാൻ സിലിണ്ടർ, ന്യൂമാറ്റിക് ഘടകങ്ങൾ, പൈപ്പിംഗ് എന്നിവ ശ്രദ്ധാപൂർവ്വം പരിശോധിക്കണം ("ന്യൂമാറ്റിക് ആക്യുവേറ്റർ ഓപ്പറേഷൻ നിർദ്ദേശം" കാണുക)
6.2.8 വാൽവുകൾ നന്നാക്കുമ്പോൾ, ഭാഗങ്ങൾ വീണ്ടും ഫ്ലഷ് ചെയ്യണം, വിദേശ ശരീരം, കറ, തുരുമ്പിച്ച സ്ഥലം എന്നിവ നീക്കം ചെയ്യുക.കേടായ ഗാസ്കറ്റുകളും പാക്കിംഗും മാറ്റിസ്ഥാപിക്കുന്നതിന്, സീലിംഗ് ഉപരിതലം ശരിയാക്കണം.നന്നാക്കിയ ശേഷം ഹൈഡ്രോളിക് ടെസ്റ്റ് വീണ്ടും നടത്തണം, യോഗ്യതയുള്ളവർക്ക് ഉപയോഗിക്കാം.
6.2.9 വാൽവിന്റെ പ്രവർത്തന ഭാഗം (തണ്ട്, പാക്കിംഗ് സീൽ എന്നിവ പോലുള്ളവ) വൃത്തിയായി സൂക്ഷിക്കുകയും പൊടി തുടയ്ക്കുകയും വേണം.
6.2.10 പാക്കിംഗിൽ ചോർച്ചയുണ്ടെങ്കിൽ, പാക്കിംഗ് ഗ്രന്ഥി പരിപ്പ് നേരിട്ട് മുറുക്കുകയോ സാഹചര്യത്തിനനുസരിച്ച് പാക്കിംഗ് മാറ്റുകയോ ചെയ്യണം.എന്നാൽ സമ്മർദ്ദം ഉപയോഗിച്ച് പാക്കിംഗ് മാറ്റാൻ അനുവാദമില്ല.
6.2.11 വാൽവ് ചോർച്ച ഓൺലൈനിലോ മറ്റ് പ്രവർത്തന പ്രശ്നങ്ങൾക്കോ പരിഹരിച്ചില്ലെങ്കിൽ, വാൽവ് നീക്കം ചെയ്യുമ്പോൾ ഇനിപ്പറയുന്ന ഘട്ടങ്ങൾ പാലിക്കണം:
a.സുരക്ഷയിൽ ശ്രദ്ധിക്കുക: നിങ്ങളുടെ സുരക്ഷയ്ക്കായി, പൈപ്പിൽ നിന്ന് വാൽവ് നീക്കം ചെയ്യുന്നത് ആദ്യം പൈപ്പ്ലൈനിലെ മീഡിയം എന്താണെന്ന് മനസ്സിലാക്കണം.പൈപ്പ് ലൈൻ കേടുപാടുകൾ ഉണ്ടാകുന്നത് തടയാൻ നിങ്ങൾ തൊഴിൽ സംരക്ഷണ ഉപകരണങ്ങൾ ധരിക്കണം.പൈപ്പ്ലൈൻ ഇടത്തരം മർദ്ദം ഇതിനകം ഉറപ്പാക്കാൻ അതേ സമയം.വാൽവ് നീക്കം ചെയ്യുന്നതിനുമുമ്പ് വാൽവ് പൂർണ്ണമായും അടച്ചിരിക്കണം.
b. ന്യൂമാറ്റിക് ഉപകരണം നീക്കം ചെയ്യുന്നത് (കണക്റ്റ് സ്ലീവ് ഉൾപ്പെടെ, "ന്യൂമാറ്റിക് ആക്യുവേറ്റർ ഓപ്പറേഷൻ നിർദ്ദേശം" കാണുക) തണ്ടിൽ നിന്നും ന്യൂമാറ്റിക് ഉപകരണത്തിൽ നിന്നും കേടുപാടുകൾ ഉണ്ടാകാതിരിക്കാൻ പ്രവർത്തിക്കാൻ ശ്രദ്ധിക്കണം;
c. ബട്ടർഫ്ലൈ വാൽവ് തുറന്നിരിക്കുമ്പോൾ ഡിസ്കിന്റെയും സീറ്റിന്റെയും സീലിംഗ് റിംഗ് അവയ്ക്ക് എന്തെങ്കിലും പോറൽ ഉണ്ടോ എന്ന് പരിശോധിക്കേണ്ടതാണ്.സീറ്റിന് ചെറിയ സ്ക്രാപ്പ് ഉണ്ടെങ്കിൽ, പരിഷ്ക്കരിക്കുന്നതിന് സീലിംഗ് പ്രതലത്തിൽ എമറി തുണിയോ എണ്ണയോ ഉപയോഗിക്കാം.കുറച്ച് ആഴത്തിലുള്ള പോറലുകൾ പ്രത്യക്ഷപ്പെടുകയാണെങ്കിൽ, അറ്റകുറ്റപ്പണികൾക്ക് ഉചിതമായ നടപടികൾ കൈക്കൊള്ളണം, ടെസ്റ്റ് യോഗ്യത നേടിയ ശേഷം ബട്ടർഫ്ലൈ വാൽവ് ഉപയോഗിക്കാം.
d. സ്റ്റെം പാക്കിംഗ് ചോർച്ചയാണെങ്കിൽ, പാക്കിംഗ് ഗ്രന്ഥി നീക്കം ചെയ്യണം, തണ്ടും ഉപരിതലത്തിൽ പാക്കിംഗും പരിശോധിച്ച്, തണ്ടിന് എന്തെങ്കിലും പോറൽ ഉണ്ടെങ്കിൽ, നന്നാക്കിയ ശേഷം വാൽവ് കൂട്ടിച്ചേർക്കണം.പാക്കിംഗ് കേടായെങ്കിൽ, പാക്കിംഗ് മാറ്റിസ്ഥാപിക്കേണ്ടതുണ്ട്.
e.സിലിണ്ടറിന് പ്രശ്നങ്ങളുണ്ടെങ്കിൽ, ന്യൂമാറ്റിക് ഘടകങ്ങൾ പരിശോധിക്കുകയും ഗ്യാസ് പാത്ത് ഫ്ലോയും വായു മർദ്ദവും ഉറപ്പാക്കുകയും വേണം, വൈദ്യുതകാന്തിക റിവേഴ്സിംഗ് വാൽവ് സാധാരണമാണ്."ന്യൂമാറ്റിക് ആക്യുവേറ്റർ പ്രവർത്തന നിർദ്ദേശം" കാണുന്നത്)
എഫ്. ന്യൂമാറ്റിക് ഉപകരണത്തിൽ ഗ്യാസ് ഇടുമ്പോൾ, സിലിണ്ടറിന് അകത്തും പുറത്തും ചോർച്ചയില്ലെന്ന് ഉറപ്പാക്കുന്നു.ന്യൂമാറ്റിക് ഉപകരണ മുദ്ര കേടായെങ്കിൽ, ബട്ടർഫ്ലൈ വാൽവ് തുറക്കുന്നതിനും അടയ്ക്കുന്നതിനുമുള്ള പ്രവർത്തനത്തിന് വിധേയമാകാതിരിക്കാൻ, ഓപ്പറേഷൻ പ്രഷർ ടോർക്ക് കുറയാൻ ഇടയാക്കും, പതിവ് പരിശോധനയിലും മാറ്റിസ്ഥാപിക്കുന്ന ഭാഗങ്ങളിലും ശ്രദ്ധ ചെലുത്തണം.
ന്യൂമാറ്റിക് ബട്ടർഫ്ലൈ വാൽവ് മറ്റ് ഭാഗങ്ങൾ സാധാരണയായി നന്നാക്കില്ല.കേടുപാടുകൾ ഗുരുതരമാണെങ്കിൽ, ഫാക്ടറിയുമായി ബന്ധപ്പെടുകയോ ഫാക്ടറി അറ്റകുറ്റപ്പണികൾക്ക് അയയ്ക്കുകയോ ചെയ്യണം.
6.2.12 ടെസ്റ്റ്
പ്രസക്തമായ മാനദണ്ഡങ്ങൾക്കനുസൃതമായി വാൽവ് അറ്റകുറ്റപ്പണി നടത്തിയ ശേഷം വാൽവ് മർദ്ദം പരിശോധിക്കണം.
6.3 പ്രവർത്തന നിർദ്ദേശം
6.3.1 സിലിണ്ടർ ഡിവൈസ് ഡ്രൈവറുള്ള ന്യൂമാറ്റിക് ഓപ്പറേറ്റഡ് വാൽവ് വാൽവ് തുറക്കുന്നതിനോ അടയ്ക്കുന്നതിനോ ഡിസ്ക് 90° കറക്കി മാറ്റും.
6.3.2 ന്യൂമാറ്റിക് ആക്ച്വേറ്റഡ് ബട്ടർഫ്ലൈ വാൽവിന്റെ ഓപ്പൺ-ക്ലോസ് ദിശകൾ ന്യൂമാറ്റിക് ഉപകരണത്തിലെ സ്ഥാന സൂചകം ഉപയോഗിച്ച് അടയാളപ്പെടുത്തണം.
6.3.3 വെട്ടിച്ചുരുക്കലും അഡ്ജസ്റ്റ് ആക്ഷനുമുള്ള ബട്ടർഫ്ലൈ വാൽവ് ഒരു ഫ്ലൂയിഡ് സ്വിച്ച് ആയും ഫ്ലോ കൺട്രോളായും ഉപയോഗിക്കാം.മർദ്ദത്തിനപ്പുറം ഇത് സാധാരണയായി അനുവദനീയമല്ല - താപനില അതിർത്തി അവസ്ഥ അല്ലെങ്കിൽ പതിവ് ഒന്നിടവിട്ട മർദ്ദവും താപനിലയും
6.3.4 ബട്ടർഫ്ലൈ വാൽവിന് ഉയർന്ന മർദ്ദ വ്യത്യാസത്തെ പ്രതിരോധിക്കാനുള്ള കഴിവുണ്ട്, ഉയർന്ന മർദ്ദ വ്യത്യാസത്തിൽ പോലും ബട്ടർഫ്ലൈ വാൽവ് തുറക്കാൻ അനുവദിക്കരുത്.അല്ലാത്തപക്ഷം, കേടുപാടുകൾ വരുത്തിയേക്കാം, അല്ലെങ്കിൽ ഗുരുതരമായ സുരക്ഷാ അപകടവും സ്വത്ത് നഷ്ടവും ഉണ്ടാക്കാം.
6.3.5 ന്യൂമാറ്റിക് വാൽവുകൾ പതിവായി ഉപയോഗിക്കുന്നു, ചലന പ്രകടനവും ലൂബ്രിക്കേഷൻ അവസ്ഥകളും പതിവായി പരിശോധിക്കേണ്ടതാണ്.
6.3.6 ബട്ടർഫ്ലൈ വാൽവ് അടയ്ക്കുന്നതിന് ഘടികാരദിശയിൽ, ബട്ടർഫ്ലൈ വാൽവ് തുറക്കുന്നതിന് എതിർ ഘടികാരദിശയിൽ ന്യൂമാറ്റിക് ഉപകരണം.
6.3.7 ന്യൂമാറ്റിക് ബട്ടർഫ്ലൈ വാൽവ് ഉപയോഗിച്ച് വായു ശുദ്ധമാണ്, വായു വിതരണ മർദ്ദം 0.4 ~ 0.7 Mpa ആണ്.എയർ പാസുകൾ തുറന്ന് നിലനിർത്താൻ, എയർ ഇൻലെറ്റും എയർ ഫ്ലോയും തടയാൻ അനുവദിക്കില്ല.പ്രവർത്തിക്കുന്നതിന് മുമ്പ്, ന്യൂമാറ്റിക് ബട്ടർഫ്ലൈ വാൽവ് ചലനം സാധാരണമാണോ എന്ന് നിരീക്ഷിക്കാൻ അത് കംപ്രസ് ചെയ്ത വായുവിലേക്ക് പ്രവേശിക്കേണ്ടതുണ്ട്.ഡിസ്ക് പൂർണ്ണമായി തുറന്നതോ അടച്ചതോ ആയ നിലയിലാണെങ്കിലും, ന്യൂമാറ്റിക് ബട്ടർഫ്ലൈ വാൽവ് തുറന്നതോ അടച്ചതോ ശ്രദ്ധിക്കുക.വാൽവിന്റെ സ്ഥാനവും സിലിണ്ടർ സ്ഥാനവും സ്ഥിരതയുള്ളതാണ് ശ്രദ്ധിക്കേണ്ടത്.
6.3.8 ന്യൂമാറ്റിക് ആക്യുവേറ്ററുകളുടെ ഘടന ക്രാങ്ക് ആം ചതുരാകൃതിയിലുള്ള തലയാണ്, ഇത് മാനുവൽ ഉപകരണത്തിന് ഉപയോഗിക്കുന്നു.അപകടം സംഭവിക്കുമ്പോൾ, മാനുവൽ പ്രവർത്തനം സാക്ഷാത്കരിക്കാൻ കഴിയുന്ന ഒരു റെഞ്ച് ഉപയോഗിച്ച് നേരിട്ട് എയർ വിതരണ പൈപ്പ് നീക്കം ചെയ്യാൻ കഴിയും.
7. തെറ്റുകളും കാരണങ്ങളും പരിഹാരവും (ടാബ് 1 കാണുക)
ടാബ് 1 സാധ്യമായ പ്രശ്നങ്ങൾ, കാരണങ്ങൾ, പരിഹാരങ്ങൾ
| തെറ്റുകൾ | പരാജയത്തിന്റെ കാരണം | പരിഹാരം |
| വാൽവുകൾക്കായി ചലിക്കുന്ന വാൽവ് ബുദ്ധിമുട്ടാണ്, വഴക്കമുള്ളതല്ല | 1. ആക്യുവേറ്റർ പരാജയങ്ങൾ2.തുറക്കുക ടോർക്ക് വളരെ വലുതാണ്3.വായു മർദ്ദം വളരെ കുറവാണ് 4.സിലിണ്ടർ ചോർച്ച | 1. ന്യൂമാറ്റിക് ഉപകരണത്തിനായി ഇലക്ട്രിക് സർക്യൂട്ടും ഗ്യാസ് സർക്യൂട്ടും നന്നാക്കി പരിശോധിക്കുക2. ജോലിയുടെ ലോഡിംഗ് കുറയ്ക്കുകയും ന്യൂമാറ്റിക് ഉപകരണങ്ങൾ ശരിയായി തിരഞ്ഞെടുക്കുകയും ചെയ്യുക 4. സിലിണ്ടറിനോ സംയുക്തത്തിന്റെ ഉറവിടത്തിനോ വേണ്ടി സീലിംഗ് വ്യവസ്ഥകൾ പരിശോധിക്കുക |
| സ്റ്റെം പാക്കിംഗ് ലീക്കേജ് | 1. ഗ്രന്ഥി ബോൾട്ടുകൾ പാക്ക് ചെയ്യുന്നത് അയഞ്ഞതാണ്2.കേടുപാടുകൾ പാക്കിംഗ് അല്ലെങ്കിൽ തണ്ട് | 1. ഗ്രന്ഥി ബോൾട്ടുകൾ മുറുക്കുക2.പാക്കിംഗ് അല്ലെങ്കിൽ തണ്ട് മാറ്റിസ്ഥാപിക്കുക |
| ചോർച്ച | 1.സീലിംഗ് ഡെപ്യൂട്ടിക്കുള്ള ക്ലോസിംഗ് സ്ഥാനം ശരിയല്ല | 1. സീലിംഗ് ഡെപ്യൂട്ടിക്ക് ക്ലോസിംഗ് പൊസിഷൻ ഉണ്ടാക്കാൻ ആക്യുവേറ്റർ ക്രമീകരിക്കുന്നത് ശരിയാണ് |
| 2. അടയ്ക്കുന്നത് നിയുക്ത സ്ഥാനത്ത് എത്തില്ല | 1.ഓപ്പൺ-ക്ലോസിന്റെ ദിശ പരിശോധിക്കുന്നത് 2. ആക്യുവേറ്റർ സ്പെസിഫിക്കേഷനുകൾ അനുസരിച്ച് ക്രമീകരിക്കുന്നു, അങ്ങനെ ദിശ യഥാർത്ഥ ഓപ്പണിന്റെ അവസ്ഥയുമായി സമന്വയിപ്പിക്കപ്പെടുന്നു3.പിടിക്കപ്പെടുന്ന വസ്തുക്കൾ പരിശോധിക്കുന്നത് പൈപ്പ് ലൈനിലാണ് | |
| 3. വാൽവ് കേടുപാടുകൾ ഭാഗങ്ങൾ①സീറ്റ് കേടുപാടുകൾ②ഡിസ്ക് കേടുപാടുകൾ | 1. സീറ്റ് മാറ്റിസ്ഥാപിക്കുക2.ഡിസ്ക് മാറ്റിസ്ഥാപിക്കുക | |
| ആക്യുവേറ്റർ തകരാറ് | 1. കീ കേടുപാടുകളും ഡ്രോപ്പും2. സ്റ്റോപ്പ് പിൻ കട്ട് ഓഫ് | 1. തണ്ടിനും ആക്യുവേറ്ററിനും ഇടയിലുള്ള കീ മാറ്റിസ്ഥാപിക്കുക2.സ്റ്റോപ്പ് പിൻ മാറ്റിസ്ഥാപിക്കുക |
| ന്യൂമാറ്റിക് ഉപകരണത്തിന്റെ പരാജയം | "വാൽവ് ന്യൂമാറ്റിക് ഉപകരണ സവിശേഷതകൾ" കാണുന്നു | |
ശ്രദ്ധിക്കുക: മെയിന്റനൻസ് ഉദ്യോഗസ്ഥർക്ക് പ്രസക്തമായ അറിവും അനുഭവപരിചയവും ഉണ്ടായിരിക്കണം.
പോസ്റ്റ് സമയം: മെയ്-19-2022