

1. ജനറൽ
ഈ ശ്രേണിയിലെ വാൽവുകൾ പൈപ്പ്ലൈൻ സിസ്റ്റത്തിൽ പൈപ്പ്ലൈനുകൾ അടയ്ക്കുന്നതിനോ തുറക്കുന്നതിനോ ഉപയോഗിക്കുന്നു, അങ്ങനെ സിസ്റ്റത്തിന്റെ സാധാരണ പ്രവർത്തനം നിലനിർത്തുന്നു.
2. ഉൽപ്പന്ന വിവരണം
2.1 സാങ്കേതിക ആവശ്യകതകൾ
2.1.1 രൂപകൽപ്പനയും നിർമ്മാണവും: API600,API603,ASME B16.34,BS1414
2.1.2 കണക്ഷൻ എൻഡ് ഡൈമൻഷൻ: ASME B16.5,ASME B16.47,ASME B16.25
2.1.3 മുഖാമുഖം അല്ലെങ്കിൽ അവസാനം മുതൽ അവസാനം: ASME B16.10
2.1.4 പരിശോധനയും പരിശോധനയും: API 598, API600
2.1.5 നാമമാത്ര വലുപ്പങ്ങൾ:MPS2″~48″,നാമപരമായ ക്ലാസ് റേറ്റിംഗുകൾ:ക്ലാസ്150~2500
2.2 ഈ ശ്രേണിയിലെ വാൽവുകൾ മാനുവൽ (ഹാൻഡ് വീൽ അല്ലെങ്കിൽ ഗിയർ ബോക്സ് വഴി പ്രവർത്തിക്കുന്നു) ഗേറ്റ് വാൽവുകൾ ഫ്ലേഞ്ച് അറ്റങ്ങളും ബട്ട് വെൽഡിംഗ് എൻഡും ഉള്ളതാണ്. വാൽവ് തണ്ട് ലംബമായി നീങ്ങുന്നു.ഹാൻഡ് വീൽ ഘടികാരദിശയിൽ തിരിയുമ്പോൾ, പൈപ്പ് ലൈൻ അടയ്ക്കുന്നതിന് ഗേറ്റ് താഴേക്ക് വീഴുന്നു;ഹാൻഡ് വീൽ എതിർ ഘടികാരദിശയിൽ തിരിയുമ്പോൾ, പൈപ്പ് ലൈൻ തുറക്കുന്നതിനായി ഗേറ്റ് ഉയരുന്നു.
2.3 ഘടനാപരമായ ചിത്രം 1, 2 and3 കാണുക.
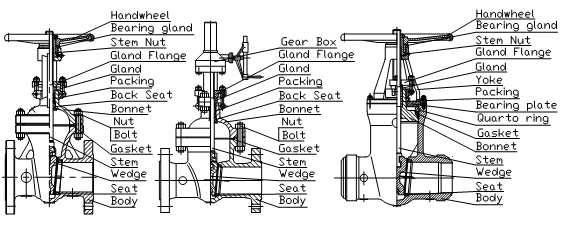
2.4 പ്രധാന ഭാഗങ്ങളുടെ പേരുകളും മെറ്റീരിയലുകളും പട്ടിക 1 ൽ പട്ടികപ്പെടുത്തിയിട്ടുണ്ട്.
| ഭാഗത്തിന്റെ പേര് | മെറ്റീരിയൽ |
| ശരീരവും ബോണറ്റും | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,മോണൽ |
| ഗേറ്റ് | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,മോണൽ |
| ഇരിപ്പിടം | ASTM A105,ASTM A350 LF2,F11,F22, ASTM A182 F304(304L),),ASTM A182 F316(316L) ASTM B462,Has.C-4,മോണൽ |
| തണ്ട് | ASTM A182 F6a,ASTM A182 F304(304L) ,ASTM A182 F316(316L),),ASTM B462,Has.C-4,മോണൽ |
| പാക്കിംഗ് | ബ്രെയ്ഡഡ് ഗ്രാഫൈറ്റും ഫ്ലെക്സിബിൾ ഗ്രാഫൈറ്റും,പി.ടി.എഫ്.ഇ |
| സ്റ്റഡ്/നട്ട് | ASTM A193 B7/A194 2H,ASTM L320 L7/A194 4, ASTM A193 B16/A194 4,ASTM A193 B8/A194 8, ASTM A193 B8M/A194 8M |
| ഗാസ്കറ്റ് | 304(316)+ഗ്രാഫ്,304(316),),Has.C-4, മോണൽ,B462 |
| സീറ്റ് റിംഗ് / ഡിസ്ക് / ഉപരിതലങ്ങൾ | 13 കോടി,18Cr-8Ni,18Cr-8Ni-Mo,NiCu അലോയ്,25Cr-20Ni,എസ്.ടി.എൽ |
3. സംഭരണം, പരിപാലനം, ഇൻസ്റ്റാളേഷൻ, പ്രവർത്തനം
3.1 സംഭരണവും പരിപാലനവും
3.1.1 വാൽവുകൾ വരണ്ടതും നന്നായി വായുസഞ്ചാരമുള്ളതുമായ മുറിയിൽ സൂക്ഷിക്കണം.പാസേജ് അറ്റത്ത് കവറുകൾ കൊണ്ട് പ്ലഗ് ചെയ്യണം.
3.1.2 ദീർഘകാല സംഭരണത്തിന് കീഴിലുള്ള വാൽവുകൾ പതിവായി പരിശോധിക്കുകയും വൃത്തിയാക്കുകയും വേണം, പ്രത്യേകിച്ച് കേടുപാടുകൾ തടയുന്നതിന് ഇരിപ്പിടത്തിന്റെ മുഖം വൃത്തിയാക്കുക, കൂടാതെ പൂർത്തിയായ പ്രതലങ്ങളിൽ തുരുമ്പ് തടയുന്ന എണ്ണ കൊണ്ട് പൂശണം.
3.1.3 സംഭരണ കാലയളവ് 18 മാസത്തിൽ കൂടുതലാണെങ്കിൽ, വാൽവുകൾ പരിശോധിച്ച് റെക്കോർഡുകൾ ഉണ്ടാക്കണം.
3.1.4 ഇൻസ്റ്റാൾ ചെയ്ത വാൽവുകൾ പതിവായി പരിശോധിക്കുകയും നന്നാക്കുകയും വേണം.പ്രധാന അറ്റകുറ്റപ്പണി പോയിന്റുകളിൽ ഇനിപ്പറയുന്നവ ഉൾപ്പെടുന്നു:
1) സീൽ ചെയ്യുന്ന മുഖം
2) വാൽവ് സ്റ്റെം, വാൽവ് സ്റ്റെം നട്ട്.
3) പാക്കിംഗ്.
4) വാൽവ് ബോഡിയുടെയും വാൽവ് ബോണറ്റിന്റെയും ആന്തരിക ഉപരിതലത്തിൽ ഫൗളിംഗ്
3.2 ഇൻസ്റ്റലേഷൻ
ഇൻസ്റ്റാളേഷന് മുമ്പ്, പൈപ്പ് ലൈൻ സിസ്റ്റത്തിന്റെ ആവശ്യകതകൾക്കനുസരിച്ച് വാൽവ് ഐഡന്റിഫിക്കേഷൻ (മോഡൽ, DN, 3.2.1PN, മെറ്റീരിയൽ എന്നിവ) അടയാളപ്പെടുത്തിയിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക.
3.2.2 ഇൻസ്റ്റാളുചെയ്യുന്നതിനുമുമ്പ്, വാൽവ് പാസേജും സീലിംഗ് മുഖവും ശ്രദ്ധാപൂർവ്വം പരിശോധിക്കുക.എന്തെങ്കിലും അഴുക്ക് ഉണ്ടെങ്കിൽ, അത് നന്നായി വൃത്തിയാക്കുക.
3.2.3 ഇൻസ്റ്റാളേഷന് മുമ്പ്, എല്ലാ ബോൾട്ടുകളും ദൃഡമായി ഉറപ്പിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക.
3.2.4 ഇൻസ്റ്റാളുചെയ്യുന്നതിനുമുമ്പ്, പാക്കിംഗ് കർശനമായി കംപ്രസ് ചെയ്തിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക.എന്നിരുന്നാലും, വാൽവ് തണ്ടിന്റെ ചലനം ശല്യപ്പെടുത്തരുത്.
3.2.5 വാൽവിന്റെ ഇൻസ്റ്റാളേഷൻ സ്ഥലം പരിശോധനയും പ്രവർത്തനവും സുഗമമാക്കണം.പൈപ്പ് ലൈൻ തിരശ്ചീനവും ഹാൻഡ് വീൽ മുകളിലും വാൽവ് തണ്ടും ലംബവുമാണ് എന്നതാണ് അഭികാമ്യമായ സ്ഥാനം.
3.2.6 സാധാരണയായി അടച്ച വാൽവുകൾക്ക്, വാൽവ് തണ്ടിന്റെ കേടുപാടുകൾ ഒഴിവാക്കാൻ, പ്രവർത്തന സമ്മർദ്ദം വളരെ വലുതായ സ്ഥലത്ത് ഇത് ഇൻസ്റ്റാൾ ചെയ്യുന്നത് അനുയോജ്യമല്ല.
3.2.7 സോക്കറ്റ് വെൽഡിഡ് വാൽവുകൾ സൈറ്റിലെ പൈപ്പ്ലൈൻ സിസ്റ്റത്തിൽ ഇൻസ്റ്റാളുചെയ്യുന്നതിനായി വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഇനിപ്പറയുന്ന ആവശ്യകതകളെങ്കിലും പാലിക്കണം:
1) സംസ്ഥാന ബോയിലർ ആൻഡ് പ്രഷർ വെസൽ അതോറിറ്റി അംഗീകരിച്ച വെൽഡർ യോഗ്യത സർട്ടിഫിക്കറ്റ് കൈവശമുള്ള വെൽഡർ വെൽഡിംഗ് നടത്തണം;അല്ലെങ്കിൽ ASME Vol.Ⅸ-ൽ വ്യക്തമാക്കിയ വെൽഡറുടെ യോഗ്യതാ സർട്ടിഫിക്കറ്റ് നേടിയ വെൽഡർ.
2) വെൽഡിംഗ് മെറ്റീരിയലിന്റെ ഗുണനിലവാര ഉറപ്പ് മാനുവലിൽ വ്യക്തമാക്കിയ വെൽഡിംഗ് പ്രോസസ്സ് പാരാമീറ്ററുകൾ തിരഞ്ഞെടുക്കണം.
3) വെൽഡിംഗ് സീമിന്റെ ഫില്ലർ ലോഹത്തിന്റെ രാസഘടന, മെക്കാനിക്കൽ പ്രകടനം, നാശ പ്രതിരോധം എന്നിവ അടിസ്ഥാന ലോഹവുമായി പൊരുത്തപ്പെടണം.
3.2.8 വാൽവ് സാധാരണയായി ഇൻസ്റ്റാൾ ചെയ്യപ്പെടുന്നു, പിന്തുണകൾ, ആക്സസറികൾ, പൈപ്പുകൾ എന്നിവ കാരണം വലിയ സമ്മർദ്ദം ഒഴിവാക്കണം.
3.2.9 ഇൻസ്റ്റാളേഷന് ശേഷം, പൈപ്പ്ലൈൻ സിസ്റ്റത്തിന്റെ മർദ്ദം പരിശോധിക്കുമ്പോൾ, വാൽവ് പൂർണ്ണമായും തുറക്കണം.
3.2.10 ബെയറിംഗ് പോയിന്റ്: പൈപ്പ്ലൈനിന് വാൽവിന്റെ ഭാരവും ഓപ്പറേഷൻ ടോർക്കും താങ്ങാൻ മതിയായ ശക്തിയുണ്ടെങ്കിൽ, ബെയറിംഗ് പോയിന്റ് ആവശ്യമില്ല, അല്ലാത്തപക്ഷം വാൽവിന് ബെയറിംഗ് പോയിന്റ് ഉണ്ടായിരിക്കണം.
3.2.11 ലിഫ്റ്റിംഗ്: വാൽവ് ഉയർത്താനും ഉയർത്താനും ഹാൻഡ് വീൽ ഉപയോഗിക്കരുത്.
3.3 പ്രവർത്തനവും ഉപയോഗവും
3.3.1 സർവീസ് കാലയളവിൽ, ഹൈ-സ്പീഡ് മീഡിയം കാരണം സീറ്റ് റിംഗിന്റെയും വാൽവ് ഗേറ്റിന്റെയും ഉപരിതല കേടുപാടുകൾ ഒഴിവാക്കാൻ വാൽവ് ഗേറ്റ് പൂർണ്ണമായും തുറക്കുകയോ പൂർണ്ണമായും അടയ്ക്കുകയോ വേണം.ഫ്ലോ കപ്പാസിറ്റി ക്രമീകരിക്കാൻ ഇത് ഉപയോഗിക്കാൻ കഴിയില്ല.
3.3.2 വാൽവ് തുറക്കുകയോ അടയ്ക്കുകയോ ചെയ്യുമ്പോൾ, ഓക്സിലറി ലിവറിന് പകരം ഹാൻഡ്വീൽ ഉപയോഗിക്കുക അല്ലെങ്കിൽ മറ്റ് ഉപകരണം ഉപയോഗിക്കുക.
3.3.3 പ്രവർത്തന താപനിലയിൽ, തൽക്ഷണ മർദ്ദം ASME B16.34-ലെ മർദ്ദം-താപനില റേറ്റിംഗുകളുടെ പ്രവർത്തന സമ്മർദ്ദത്തിന്റെ 1.1 മടങ്ങ് കുറവാണെന്ന് ഉറപ്പാക്കുക.
3.3.4 പ്രവർത്തന ഊഷ്മാവിൽ വാൽവിന്റെ പ്രവർത്തന സമ്മർദ്ദം പരമാവധി അനുവദനീയമായ മർദ്ദം കവിയുന്നത് തടയാൻ പൈപ്പ്ലൈനിൽ സുരക്ഷാ ദുരിതാശ്വാസ ഉപകരണങ്ങൾ സ്ഥാപിക്കണം.
3.3.5 ഗതാഗതം, ഇൻസ്റ്റാളേഷൻ, പ്രവർത്തന കാലയളവ് എന്നിവയിൽ വാൽവ് അടിക്കുന്നതും ഞെട്ടിക്കുന്നതും നിരോധിച്ചിരിക്കുന്നു.
3.3.6 അസ്ഥിരമായ ദ്രാവകത്തിന്റെ വിഘടനം, ഉദാഹരണത്തിന്, ചില ദ്രാവകങ്ങളുടെ വിഘടനം വോളിയം വിപുലീകരണത്തിനും പ്രവർത്തന സമ്മർദ്ദം വർദ്ധിപ്പിക്കുന്നതിനും ഇടയാക്കും, അങ്ങനെ വാൽവിന് കേടുപാടുകൾ വരുത്തുകയും പെർമിഷൻ ഉണ്ടാക്കുകയും ചെയ്യും, അതിനാൽ, വിഘടിപ്പിക്കുന്നതിന് കാരണമായേക്കാവുന്ന ഘടകങ്ങൾ ഇല്ലാതാക്കാനോ പരിമിതപ്പെടുത്താനോ ഉചിതമായ അളവുകോൽ ഉപകരണങ്ങൾ ഉപയോഗിക്കുക. ദ്രാവകത്തിന്റെ.
3.3.7 ദ്രാവകം ഒരു കണ്ടൻസേറ്റ് ആണെങ്കിൽ, ഇത് വാൽവിന്റെ പ്രവർത്തനത്തെ ബാധിക്കും, ദ്രാവകത്തിന്റെ താപനില കുറയ്ക്കുന്നതിന് ഉചിതമായ അളവെടുക്കൽ ഉപകരണങ്ങൾ ഉപയോഗിക്കുക (ഉദാഹരണത്തിന്, ദ്രാവകത്തിന്റെ ഉചിതമായ താപനില ഉറപ്പ് നൽകാൻ) അല്ലെങ്കിൽ മറ്റൊരു തരം വാൽവ് ഉപയോഗിച്ച് അത് മാറ്റിസ്ഥാപിക്കുക.
3.3.8 സ്വയം ജ്വലിക്കുന്ന ദ്രാവകത്തിന്, ആംബിയന്റ് ഉറപ്പുനൽകാൻ ഉചിതമായ അളവെടുക്കൽ ഉപകരണങ്ങൾ ഉപയോഗിക്കുക, പ്രവർത്തന സമ്മർദ്ദം അതിന്റെ ഓട്ടോ-ഇഗ്നിഷൻ പോയിന്റിൽ കവിയരുത് (പ്രത്യേകിച്ച് സൂര്യപ്രകാശമോ ബാഹ്യ തീയോ ശ്രദ്ധിക്കുക).
3.3.9 അപകടകരമായ ദ്രാവകത്തിന്റെ കാര്യത്തിൽ, സ്ഫോടകവസ്തു, ജ്വലനം.വിഷലിപ്തമായ, ഓക്സിഡേഷൻ ഉൽപ്പന്നങ്ങൾ, സമ്മർദ്ദത്തിൽ പാക്കിംഗ് മാറ്റിസ്ഥാപിക്കുന്നത് നിരോധിച്ചിരിക്കുന്നു (വാൽവിന് അത്തരമൊരു പ്രവർത്തനം ഉണ്ടെങ്കിലും).
3.3.10 ദ്രാവകം വൃത്തികെട്ടതല്ല, അത് വാൽവിന്റെ പ്രവർത്തനത്തെ ബാധിക്കുന്ന ഹാർഡ് സോളിഡ് അടങ്ങിയിട്ടില്ലെന്ന് ഉറപ്പാക്കുക, അല്ലാത്തപക്ഷം അഴുക്കും കഠിനമായ ഖരവസ്തുക്കളും നീക്കം ചെയ്യാൻ ഉചിതമായ അളവെടുക്കൽ ഉപകരണങ്ങൾ ഉപയോഗിക്കണം, അല്ലെങ്കിൽ മറ്റൊരു തരം വാൽവ് ഉപയോഗിച്ച് പകരം വയ്ക്കുക.
3.3.11 അനുവദനീയമായ പ്രവർത്തന താപനില:
| മെറ്റീരിയൽ | താപനില | മെറ്റീരിയൽ | താപനില |
| ASTM A216 WCB | -29~425℃ | ASTM A217 WC6 | -29~538℃ |
| ASTM A352 LCB | -46~343℃ | ASTM A217 WC9 | --29~570℃ |
| ASTM A351 CF3(CF3M) | -196~454℃ | ASTM A494 CW-2M | -29~450℃ |
| ASTM A351 CF8(CF8M) | -196~454℃ | മോണൽ | -29~425℃ |
| ASTM A351 CN7M | -29~450℃ |
| - |
3.3.12 വാൽവ് ബോഡിയുടെ മെറ്റീരിയൽ നാശത്തെ പ്രതിരോധിക്കുന്നതും തുരുമ്പ് തടയുന്നതുമായ ദ്രാവക അന്തരീക്ഷത്തിൽ ഉപയോഗിക്കുന്നതിന് അനുയോജ്യമാണെന്ന് ഉറപ്പാക്കുക.
3.3.13 സേവന കാലയളവിൽ, ചുവടെയുള്ള പട്ടിക പ്രകാരം സീലിംഗ് പ്രകടനം പരിശോധിക്കുക:
| പരിശോധന പോയിന്റ് | ചോർച്ച |
| വാൽവ് ബോഡിയും ബോണറ്റും തമ്മിലുള്ള ബന്ധം | പൂജ്യം |
| പാക്കിംഗ് സീൽ | പൂജ്യം |
| വാൽവ് സീറ്റ് | സാങ്കേതിക സ്പെസിഫിക്കേഷൻ അനുസരിച്ച് |
3.3.14 സീലിംഗ് മുഖത്തിന്റെ വസ്ത്രങ്ങൾ പതിവായി പരിശോധിക്കുക.പാക്കിംഗ് വാർദ്ധക്യം, കേടുപാടുകൾ.തെളിവുകൾ കണ്ടെത്തിയാൽ കൃത്യസമയത്ത് അറ്റകുറ്റപ്പണി നടത്തുകയോ മാറ്റിസ്ഥാപിക്കുകയോ ചെയ്യുക.
3.3.15 അറ്റകുറ്റപ്പണിക്ക് ശേഷം, വാൽവ്, ടെസ്റ്റ് ഇറുകിയ പ്രകടനം എന്നിവ വീണ്ടും കൂട്ടിച്ചേർക്കുകയും ക്രമീകരിക്കുകയും റെക്കോർഡ് ഉണ്ടാക്കുകയും ചെയ്യുക.
3.3.16 ഇന്റേണൽ പരീക്ഷയും നന്നാക്കലും രണ്ട് വർഷമാണ്.
4. സാധ്യമായ പ്രശ്നങ്ങൾ, കാരണങ്ങൾ, പരിഹാര നടപടികൾ
| പ്രശ്ന വിവരണം | സാധ്യമായ കാരണം | പരിഹാര നടപടികൾ |
| പാക്കിംഗിൽ ചോർച്ച | വേണ്ടത്ര കംപ്രസ് ചെയ്ത പാക്കിംഗ് | പാക്കിംഗ് നട്ട് വീണ്ടും മുറുക്കുക |
| പാക്കിംഗിന്റെ അപര്യാപ്തമായ അളവ് | കൂടുതൽ പാക്കിംഗ് ചേർക്കുക | |
| ദീർഘകാല സേവനം അല്ലെങ്കിൽ അനുചിതമായ സംരക്ഷണം കാരണം കേടായ പാക്കിംഗ് | പാക്കിംഗ് മാറ്റിസ്ഥാപിക്കുക | |
| വാൽവ് സീറ്റിംഗ് മുഖത്ത് ചോർച്ച | വൃത്തികെട്ട ഇരിപ്പിടം | അഴുക്ക് നീക്കം ചെയ്യുക |
| ക്ഷീണിച്ച ഇരിപ്പിട മുഖം | ഇത് നന്നാക്കുക അല്ലെങ്കിൽ സീറ്റ് റിംഗ് അല്ലെങ്കിൽ വാൽവ് ഗേറ്റ് മാറ്റിസ്ഥാപിക്കുക | |
| കാഠിന്യം കാരണം ഇരിപ്പിടത്തിന്റെ മുഖം തകർന്നു | ദ്രാവകത്തിലെ കട്ടിയുള്ള ഖരപദാർത്ഥങ്ങൾ നീക്കം ചെയ്യുക, സീറ്റ് റിംഗ് അല്ലെങ്കിൽ വാൽവ് ഗേറ്റ് നന്നാക്കുക അല്ലെങ്കിൽ മാറ്റിസ്ഥാപിക്കുക, അല്ലെങ്കിൽ മറ്റ് തരത്തിലുള്ള വാൽവ് ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക | |
| വാൽവ് ബോഡിയും വാൽവ് ബോണറ്റും തമ്മിലുള്ള ബന്ധത്തിൽ ചോർച്ച | ബോൾട്ടുകൾ ശരിയായി ഉറപ്പിച്ചിട്ടില്ല | ബോൾട്ടുകൾ ഒരേപോലെ ഉറപ്പിക്കുക |
| വാൽവ് ബോഡിയുടെയും വാൽവ് ബോണറ്റ് ഫ്ലേഞ്ചിന്റെയും കേടായ സീറ്റിംഗ് ഉപരിതലം | അത് നന്നാക്കുക | |
| കേടായ അല്ലെങ്കിൽ തകർന്ന ഗാസ്കട്ട് | ഗാസ്കട്ട് മാറ്റിസ്ഥാപിക്കുക | |
| ഹാൻഡ് വീലിന്റെയോ വാൽവ് ഗേറ്റിന്റെയോ ബുദ്ധിമുട്ടുള്ള ഭ്രമണം തുറക്കാനോ അടയ്ക്കാനോ കഴിയില്ല | വളരെ ദൃഡമായി ഉറപ്പിച്ച പാക്കിംഗ് | പാക്കിംഗ് നട്ട് ഉചിതമായി അഴിക്കുക |
| സീലിംഗ് ഗ്രന്ഥിയുടെ രൂപഭേദം അല്ലെങ്കിൽ വളവ് | സീലിംഗ് ഗ്രന്ഥി ക്രമീകരിക്കുക | |
| കേടായ വാൽവ് സ്റ്റെം നട്ട് | ത്രെഡ് ശരിയാക്കി അഴുക്ക് നീക്കം ചെയ്യുക | |
| തേഞ്ഞതോ തകർന്നതോ ആയ വാൽവ് സ്റ്റെം നട്ട് ത്രെഡ് | വാൽവ് സ്റ്റെം നട്ട് മാറ്റിസ്ഥാപിക്കുക | |
| വളഞ്ഞ വാൽവ് തണ്ട് | വാൽവ് തണ്ട് മാറ്റിസ്ഥാപിക്കുക | |
| വാൽവ് ഗേറ്റ് അല്ലെങ്കിൽ വാൽവ് ബോഡിയുടെ വൃത്തികെട്ട ഗൈഡ് ഉപരിതലം | ഗൈഡ് ഉപരിതലത്തിൽ അഴുക്ക് നീക്കം ചെയ്യുക |
ശ്രദ്ധിക്കുക: സേവന വ്യക്തിക്ക് വാൽവുകളുമായി ബന്ധപ്പെട്ട അറിവും അനുഭവവും ഉണ്ടായിരിക്കണം.
5. വാറന്റി
വാൽവ് ഉപയോഗിച്ചതിന് ശേഷം, വാൽവിന്റെ വാറന്റി കാലയളവ് 12 മാസമാണ്, എന്നാൽ ഡെലിവറി തീയതിക്ക് ശേഷം 24 മാസത്തിൽ കൂടരുത്.വാറന്റി കാലയളവിൽ, നിർമ്മാതാവ്, ഓപ്പറേഷൻ ശരിയാണെങ്കിൽ, മെറ്റീരിയൽ, വർക്ക്മാൻഷിപ്പ് അല്ലെങ്കിൽ കേടുപാടുകൾ എന്നിവ മൂലമുള്ള കേടുപാടുകൾക്ക് റിപ്പയർ സേവനമോ സ്പെയർ പാർട്സോ സൗജന്യമായി നൽകും.
പോസ്റ്റ് സമയം: മെയ്-19-2022